
by Elisha Dunkley | Nov 13, 2024 | Automotive, Exhibition Models, Market Sectors, Model Types, Rapid Prototypes or 3D Printed Models, Scale Models
MAHLE Powertrain Turning Cutting-Edge Battery Tech into a Show-Stopping Prototype MAHLE Powertrain (MPT): A Leader in EV Powertrain Solutions Get a quote Market Sector: AutomotiveProcesses Used: Model Type: Exhibition Models, Scale ModelsProject Purpose: MAHLE...

by Elisha Dunkley | Oct 4, 2022 | Functional or Working Prototypes, Low Volume Production – Low Volume Manufacturing, Project Purpose, Prototyping Services, Rapid Prototypes or 3D Printed Models, SLS - 3D Printing, Vacuum Casting
Falcon Trophy Malcolm Nicholls Ltd utilised 3D printing and 3D scanning technology to reproduce and 3D print trophies – 18 replica trophies to be exact! For an Abu Dhabi HSBC Championship-associated golf tournament. Get a quote Falcon Trophy Market Sector:...

by Elisha Dunkley | Nov 4, 2019 | Automotive, Client News, Design Verification Models, Functional or Working Prototypes, Machine News, Market Sectors, News, Product Development Prototype, Rapid Prototypes or 3D Printed Models, SLA - 3D Printing
Briggs Automotive 3D Printed Supercar parts Get a quote British Manufacturer Briggs Automotive Company (BAC) Approaches Malcolm Nicholls Ltd To Produce 3D Printed Parts for New Mono R Supercar Market Sector: AutomotiveProcesses Used: SLA - 3D PrintingModel Type:...
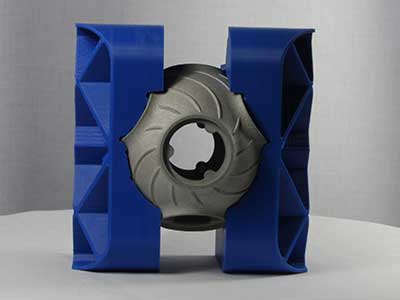
by Ross Nicholls | Dec 21, 2016 | FDM - 3D Printing, Featured Case Study, Jigs and Fixtures, MOD, Rapid Prototypes or 3D Printed Models
Printed using fused deposition modelling (FDM) in a high temperature material (ULTEM)

by admin | Aug 19, 2016 | Design Verification Models, Packaging, Rapid Prototypes or 3D Printed Models, SLA - 3D Printing
Space Models from the 3D Printer are Often Used as Proof of Design Vinnie-Shaped Box had to Accommodate the Regular Internal Packaging Concept Models are Less Expensive than Prototype Metal Tins Vinnies Biscwits Get a Quote Now Home | Archives for admin Crown –...
by admin | Aug 19, 2016 | FDM - 3D Printing, Food and Drink, Product Development Prototype, Project Purpose, Rapid Prototypes or 3D Printed Models
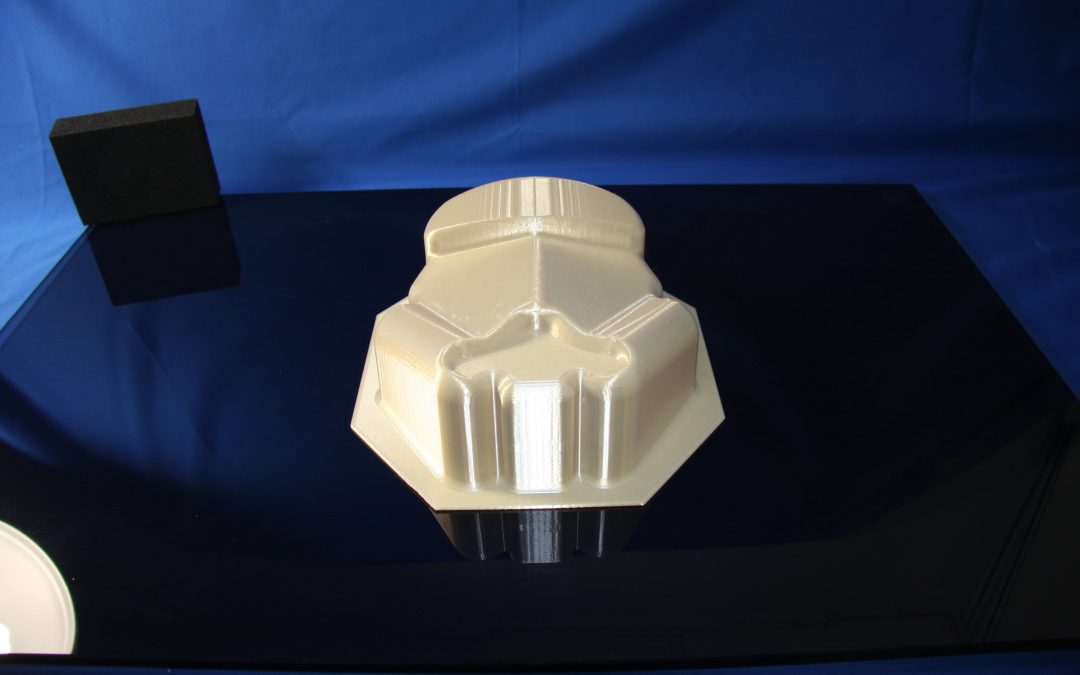
Storm Trooper Food Mould produced via FDM in High Temp Ultem Material The Larger Layer Thickness of the FDM Process can be Seen The Porous Nature of the FDM Process produces Perfect Vac Forming Tools Get a Quote Now Home | Market Sectors | Food and Drink Storm Trooper...