
by Elisha Dunkley | Jan 11, 2024 | Concept Models, Design Verification Models, Exhibition Models, Featured Case Study, Finishing and spraying, Finishing Touches, MOD, Product Development Prototype, Project Purpose, SLA - 3D Printing, Vacuum Casting
JFD Global – Agile Submersible JFD Global a renowned leader in subsea technology and maritime solutions asked Malcolm Nicholls to manufacture a 1:10 scale 3d printed scale model Get a quote JFD 3D Printed Scale Model Market Sector: MODProcesses Used: SLA - 3D...

by Elisha Dunkley | Oct 4, 2022 | Functional or Working Prototypes, Low Volume Production – Low Volume Manufacturing, Project Purpose, Prototyping Services, Rapid Prototypes or 3D Printed Models, SLS - 3D Printing, Vacuum Casting
Falcon Trophy Malcolm Nicholls Ltd utilised 3D printing and 3D scanning technology to reproduce and 3D print trophies – 18 replica trophies to be exact! For an Abu Dhabi HSBC Championship-associated golf tournament. Get a quote Falcon Trophy Market Sector:...
by admin | Aug 19, 2016 | Finishing Touches, Functional or Working Prototypes, Low Volume Production – Low Volume Manufacturing, Point of Sale, Project Purpose, SLA - 3D Printing, Vacuum Casting
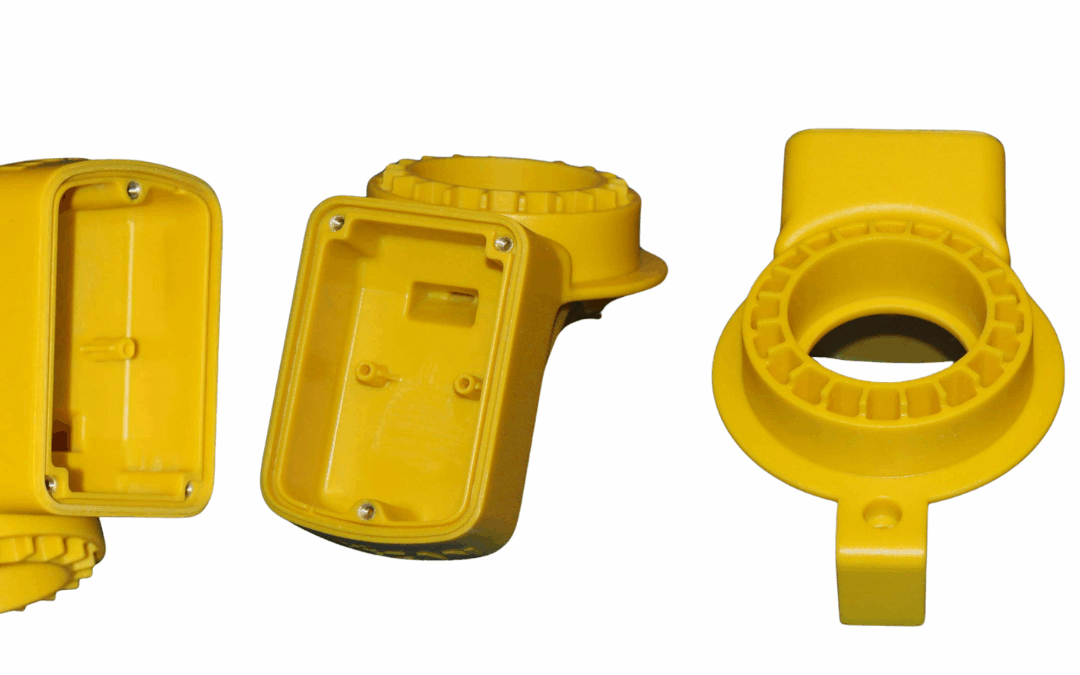
Vacuum Cast Low Volume Manufacture Working Parts in Durable Polyurethabe Resin Threaded Inserts Moulded-In Get a Quote Now Home | Model Types | Functional or Working Prototypes Triscan Fuel Pump Advertising Nozzle Market Sector: Point of SaleProcesses Used: SLA - 3D...

by admin | Aug 19, 2016 | Exhibition Models, Finishing and spraying, Low Volume Production – Low Volume Manufacturing, Low-volume additive manufacturing, Point of Sale, Project Purpose, SLA - 3D Printing, Vacuum Casting
Mugler Perfume 3D Printed Retail Display Stand We produced oversized 3D printed stars for Mugler Perfumes retail display Get a quote Thierry Mugler Perfume 3D Printed Retail Display Stand Market Sector: Point of SaleProcesses Used: SLA - 3D Printing, Vacuum...

by admin | Aug 19, 2016 | Exhibition Models, Finishing and spraying, Functional or Working Prototypes, Point of Sale, Product Development Prototype, Project Purpose, SLA - 3D Printing, Vacuum Casting
Full Range of Prototype Polar Sports Watches Display Units Production Standard Finishes for the Professional Look Display Assemblies Incorporating Clear Mouldings Get a Quote Now Home | Market Sectors | Point of Sale Polar Watches Display Units Market Sector: Point of...

by admin | Aug 19, 2016 | Finishing and spraying, Functional or Working Prototypes, Point of Sale, Product Development Prototype, Project Purpose, SLA - 3D Printing, Vacuum Casting
Clear Display Frontage For Wrigley's Products With Three Mouldings per Display, Vacuum casting was the Best Fit. Clarity Was Essential, so a Perfect Gloss Finish was Applied to the Master The Resin Material Needed to be UV Stable Get a Quote Now Home | Model Types |...