
by Elisha Dunkley | Nov 4, 2025 | Concept Models, Featured Case Study, Low Volume Production – Low Volume Manufacturing, Market Sectors, Model Types, News, Project Purpose, Vacuum Forming
British Motor Museum To amplify its award-winning STEM programs, the British Motor Museum partnered with Malcolm Nicholls Ltd to design and manufacture a bespoke fleet of remote control car shells, successfully transforming historical engineering into engaging,...

by Elisha Dunkley | Jun 2, 2025 | CNC Machining, Consumer Goods, Food and Drink, Low Volume Production – Low Volume Manufacturing, Market Sectors, Project Purpose, Prototyping Services, Vacuum Forming
PLOUISE Influencer Packaging When beauty and packaging experts Page Creative Ltd sought a show-stopping centerpiece for PLOUISE’s latest influencer boxes – a giant, edible gummy bear cradling their coveted products – our expertise in 3D Printing technologies and...

by Elisha Dunkley | Oct 4, 2022 | Functional or Working Prototypes, Low Volume Production – Low Volume Manufacturing, Project Purpose, Prototyping Services, Rapid Prototypes or 3D Printed Models, SLS - 3D Printing, Vacuum Casting
Falcon Trophy Malcolm Nicholls Ltd utilised 3D printing and 3D scanning technology to reproduce and 3D print trophies – 18 replica trophies to be exact! For an Abu Dhabi HSBC Championship-associated golf tournament. Get a quote Falcon Trophy Market Sector:...

by Elisha Dunkley | Sep 13, 2022 | Low Volume Production – Low Volume Manufacturing, Project Purpose, SLA - 3D Printing, SLS - 3D Printing, Sports and Leisure
Boston Baton Malcolm Nicholls Limited (MNL) utilised our 3D Printing technologies and low-volume manufacturing to produce 3 series of batons for the One Run for Boston Get a quote Market Sector: Sports and LeisureProcesses Used: SLA - 3D Printing, SLS - 3D...
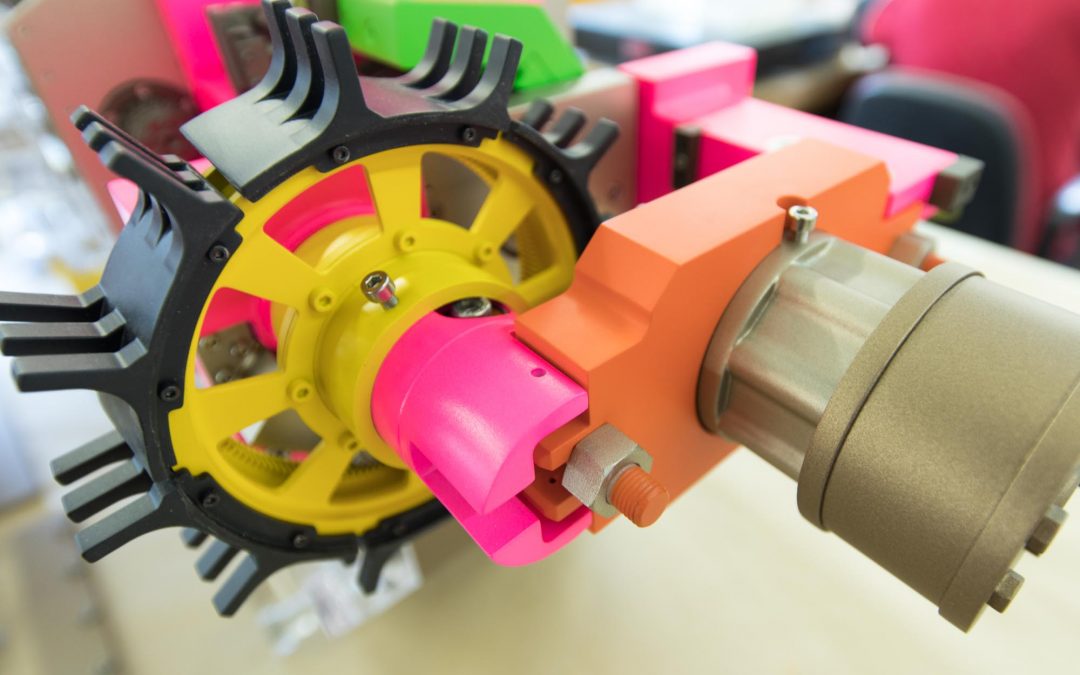
by Ross Nicholls | Jul 12, 2017 | CNC Machining, Exhibition Models, Featured Case Study, Finishing and spraying, Finishing Touches, Low Volume Production – Low Volume Manufacturing, Market Sectors, Miscellaneous and General Engineering, Model Making, Model Types, Project Purpose, Scale Models, SLS - 3D Printing
MNL were tasked with not only to produce a scale model of a machine but to also make it semi function.
by admin | Aug 19, 2016 | Finishing Touches, Functional or Working Prototypes, Low Volume Production – Low Volume Manufacturing, Point of Sale, Project Purpose, SLA - 3D Printing, Vacuum Casting
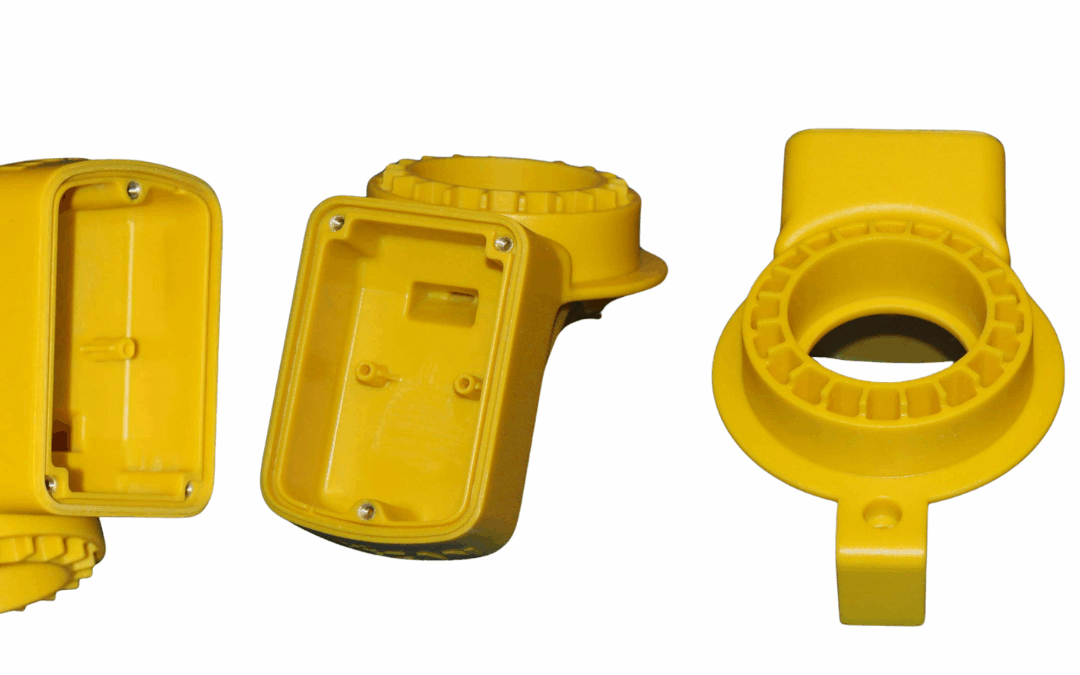
Vacuum Cast Low Volume Manufacture Working Parts in Durable Polyurethabe Resin Threaded Inserts Moulded-In Get a Quote Now Home | Model Types | Functional or Working Prototypes Triscan Fuel Pump Advertising Nozzle Market Sector: Point of SaleProcesses Used: SLA - 3D...